QUICKIE NEWSLETTER 16 page 2


- Details
- Category: QAC Newsletters
- Published: Friday, 08 December 2006 09:12
- Written by Quickie Aircraft Corporation
- Hits: 2003
| Revmaster
also reports that they are building a Q2 to serve as a test-bed for the
turbocharged
Revmaster engine intended for the Q2. It is well along,
and they are pushing for completion about Oshkosh. We are currently in the final stages of development on an aileron reflexing system for the Q2. This system allows the pilot from the cockpit to control the amount of reflex on the ailerons. The usefulness of this device became apparent in preparation for the CAFE 250 race last year when we optimized the Q2 for cruise at the sacrifice of easy takeoff and landing qualities. With the aileron reflexer, one can have both, and, indeed, can tailor the airframe for various combinations of weight, c.g., and speeds. We have been testing the unit for nearly one year. Plans and kits should be available in June; contact Brenda at QAC if you are interested. For the CAFE 400 race this year, we expect the system to be worth 2-3 mph. in cruise speed. The premolded wheel pants revealed in the last newletter are now being delivered. The price is $230.00 per set and the current backlog is about 20 days. The customer fiberglasses the pants and sizes the tire hole in these urethane molded parts. A typical builder will not only save approximately 10 manhours per aircraft by using these parts, but will also achieve a much nicer looking wheel pant configuration because of the improved shaping available by molding.  A picture of the left premolded wheel pant. The current backlog on Package I shipments ($5700.00) is less than 30 days. Backorders include seatbelts and a few hardware pieces. Package 2 ($1700.00) is available for immediate shipment with only two backorders. Revmaster Aviation has been accelerating deliveries of Package 3 ($3095.00), They estimate that by June all paid-in-full orders will have been filled. Builders ready for engine installation have been serviced on an as needed basis. If current projected delivery schedules are maintained by Revmaster, all customers with a deposit on Package 3 will have the opportunity to complete their purchase by early September. By early May, all knozvn backorders on Packages 1 and 2 with ship dates prior to March will have been completed. It is important for builders to inventory the contents of all shipments within 30 days from receipt and to report all backorders and discrepancies to QAC in writing immediately. We expect both backlogs and prices to increase this summer, so now is an excellent time to purchase all or part of a Q2 kit. |
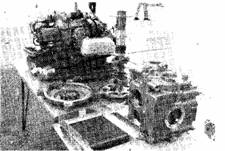 Various pieces of the Revmaster 2100-DQ engine displayed at the Quickie/Q2 Construction Seminar.  Cross section of the Q2 canard at BL 50.  A well filled instrument panel for the Q2. Revmaster expects to have the vacuum pump option in production by late May. Earlier engines may be retrofitted. Available options for the Revmaster 2100-DQ engine include:
If builders will continue to advise us of accurate weights on individual components, we will present the average values in this newsletter to provide a guideline for the builder. We are well along on the construction of a Q2 fuselage mockup. This unit will be used for both display and the development of several options ideas. |
 The recently completed Q2 by Clio Crop Care. Note the forward opening canopy and the complete instrument panel.  Melvin Ellis' Q2 Taxiing out for first flight. Q2 PLANS CHANGE NOTICES Q2 Plans Addendum sheets i through xii should be in the hands of each builder. NUMBER: Q2PC22 DATE: 9 April, 1982 Chapter 14 details the mounting of the vertical fin to the fuselage, but omits the details of the fileting and joining between the vertical fin base and upper fuselage. The space between the vertical fin and the top aft fuselage can be filled with scrap foam. It should then be glassed with 2 BID, lapping onto the vertical fin and the fuselage a minimum of 2 inches. This will secure the vertical fin to the fuselage. Q2 BUILDER TIPS NUMBER: Q2BT36 DATE: 9 April, 1982 The optimum working temperature for Safe-T-Poxy is between 75° F and 85° F. If, following a lamination, the temperature of the environment is allowed to cool down, the local areas where knife- trimming is desirable, can be brought to the knife-trim stage by careful use of a hair dryer. Be careful not to scorch the foam through excessive application of heat. NUMBER: Q2BT37 DATE: 9 April, 1982 Occasionally, the material provided in the kits for use as the torque tubes in the ailerons, rudder, and elevators may be slightly short. It is acceptable for the ailerons, rudder, and elevators to be shortened up to 1/2” as long as each pair of elevators and ailerons are the same length. |