Q-talk 22 - LETTERS


- Details
- Category: Q-Talk Articles
- Published: Saturday, 30 June 1990 07:11
- Written by Jim Masal
- Hits: 4650
Barry Q. Weber (415) 447-4524
I took the Q-200 to Nebraska a couple of weeks ago and was grounded by a snowstorm, passing through Laramie, Wyoming in June. After two days of optimistic weather forecasts, the FSS forecast even worse conditions for the next day, so we flew home commercial and left the airplane with the local FBO. When I arrived at my office that day I called back to Laramie and it was 5,000' broken, very flyable. This trip in my economical little scooter cost about four times what I anticipated.
June 30th I hitched a ride in the back of a Long Eze and went to retrieve my airplane. We arrived in Laramie about 1:00 pm spent an hour on the ground and were fired up ready to go when a Glassair III landed. This pilot advised that he tried climbing on base leg and could not get a positive rate, we were at a field elevation of 7,300' and temperature of 91F...After deliberating this 11,500 ft density altitude I decided to have the Long Eze take off first. He made it so I rolled and was airborne in 3000'.
Our destination was Jack Pot, Nevada, home of the "Jack Pot 120" race. The motto here is "When the flag drops the bullshit stops". In preparation for the race the following morning, and to recuperate from 9 hours of flying, we spent the evening at Cactus Pete's Casino.
6:00 am race day, 63 Rutan type aircraft and one Q-200 present. We have high cloud cover, calm air, and it's time to fly. Super stock Long Ezes ran the first heat with the winner turning 219 mph and the slowest 0-320 L-Eze in at 194 mph. This year I was allowed to fly with the V-Ezes although I was competing in the Super Modified Class, we were off next.
The race is flying start, line abreast from 7000 ft. When the pace plane pulls up and out, everybody goes full throttle and starts the continuous tweaking to gain advantage on the competition. The first 60 mile leg must be flown at a minimum altitude of 6800' to clear the terrain. At the VOR pylon you can drop to 6500' in the high G turn, 2 miles to the airport beacon pylon and you can go to 6300'. About 5 miles back from here you make a choice, either stay at 6300' and make a beeline course for the finish line or go down to ground level and fly the valley...Knowing that bug juice expands more when heated than plain dry air, producing more horsepower, I went low and got them hopping out of the grass in front of me. Ground elevation here varies from 5200' to 5800', I expected my wheels to start rolling any time and was appalled to learn that the V-Eze trying to catch me was lower yet. Using the Loran this year I ran a pretty straight course and only had three airplanes in front of me when we buzzed the finish line at 100 ft AGL. The winning 0-235 powered V-Eze turned 205 mph; the fastest 0-200 V-Eze (with a professionally built, hopped up engine) turned 198 mph. N89BW ran 195.65 mph (7000' density altitude) with a couple more V-Ezes close behind and the slowest in at 177 mph. The winning 0-235 Long Eze ran an incredible 198 mph with the next nearest competitor way back. ($100 to 89BW for 2nd place in class).
The E-Racer went home on a trailer again this year; Shirl and Jeanne were about 3 miles out when an engine compartment fire resulted in engine failure. They made the runway and bailed out of the flaming airplane as it rolled off the runway. One Long Eze suffered the plague of pusher airplanes and limped back with one prop blade 6" shorter than the other, due to a piece of the exhaust departing the airplane.
N89BW is straight and has a good finish, but has larger than standard wheel pants so I expect some Q-200s are faster, but for now I lay claim to the fastest Q-200 in the world. Challengers are invited to come race at Wendover, Utah over Labor Day weekend or to Jack Pot next year. These events are well attended by very friendly people. Most participants bring their spouse.
Due to schedule constraints N89BW will not make it to "The EAA" this year, although I may hop a bug sucker into Chicago and drive up for a couple of days. N89BW attended several West Coast events this season and was awarded two trophies. I have yet to fly formation with another Q-Bird, would like to very much. The gathering in Springfield is a great idea but late spring/early summer is not a good time to get there from anywhere. Maybe we could combine with another event held later in the year.
I still have the same good advice for those of you building - build according to plans, make necessary adjustments for good ground handling before high speed taxi, get an experienced Q-Bird pilot to look over your ship before first flight. The Q-200 is slowly being recognized for what it is, a remarkable little sport plane, and I enjoy doing my part. Just last night I went flying with a local Lancair 235 and blew his canopy off, by more than 6 knots at 3500'.
See you at the airport.
P.S. The go fast Eze guys do things applicable to the Tri-Q.
Dear Jim,
Here are some sketches of a Hurst disc brake system I've made for my Q-235. May even work! The design is inspired by:
a. Bob LaRue's creative and much appreciated efforts,
b. My utter inability to get a hole drilled actually in the center of ANYthing, much less 3/8" bolts as per Bob's suggestion, and
c. Pesky neighbor Ed Ingall's suggestion that it would be nice to anchor the brake's mounting bracket directly to the axle.
I've made both plates #1 and #2 from 1/8" aluminum and more or less to the shapes shown. Being a much better welder than a center driller, I've replaced Bob's drilled aluminum bolts with 3/8" OD 4130 tubing welded to a mounting bracket made of 1/8" 4130. The shapes and sizes shown are merely suggestive; cardboard/plywood mockups are a necessity.
There is some small chance that everything may actually fit if the plates and mounting bracket are clamped together while their sundry holes are drilled (or at least pilot drilled) simultaneously.
The mounting bracket is bolted to the skirt with probably too many 3/16" bolts. To give the bolts something solid to embrace, I've drilled 3/8" holes through the skirt's outer glass layers and foam and floxed in a series of 3/8" dowels. One hopes that end-grain dowels will be adequate to resist the bolts' compressive loads.
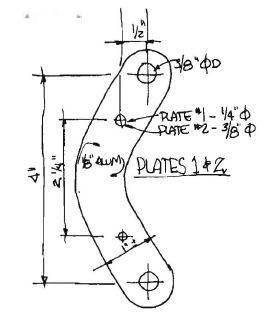
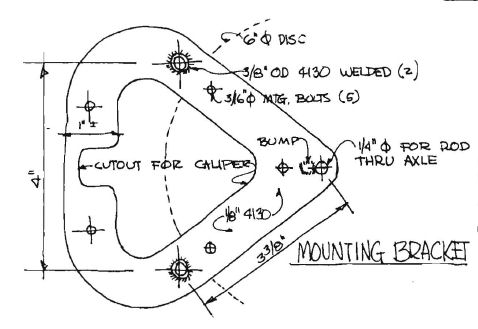
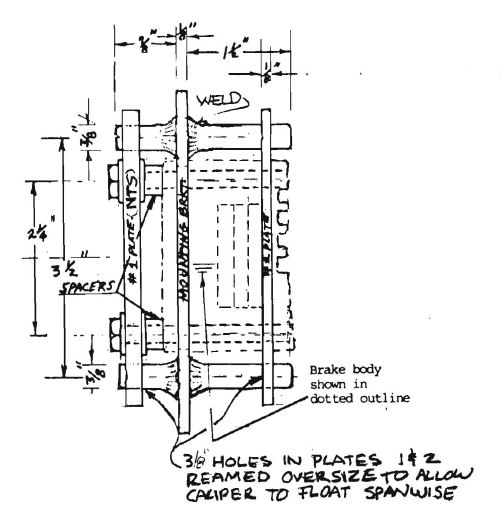
Shown but not noted on Bob's photos (and once a source of great bewilderment to me) is the fact that plate #2 is ultimately located between the two caliper parts - replacing thinner, Hurst-provided spacer. Also, this plate's inner holes must be large enough (3/8" or so) to admit the caliper's internal spacers.
The people at Airheart Brake Co. (1440 W. Huston Ave., Gilbert, AZ 85234. (602) 892-7892) have been wonderfully informative. They stock rebuild kits for $8.59+, and suggest the moveable pad can be liberated from the caliper with compressed air -- but warn that it may come flying out like an ICBM.
I'm UNimpressed with the method of securing axle, but probably will go along with it -- almost. I've welded a small bump on the wheel side of the mounting bracket immediately adjacent to the 1/4" axle hole. With a filed notch in the axle itself, the axle probably won't rotate. Surely some witty QBAer has a better idea than letting the axle flop around in an increasingly sloppy hole - while hoping that the axle spacers relationship is somehow "right".
And what's this about steel axles?
Can't imagine why there aren't more Q-235's a-building. It looks like the 0-235 is about 15 lbs heavier than the 0-200 and provides about 15 more horsepower. A completely acceptable tradeoff, and 0-235's are more available, i.e. cheaper than 0-200's.
Anxious to get any QBAer feedback.
Quentin Durham, Orinda, CA (415) 254-7843
Bob Falkiner Q2-2015, 5195 MicMac Cres, Mississauga, Ontario, CANADA L5R-2E2
Res: (416) 507-0638, Bus: (416) 968-4184
I got my latest issue of QUICKTALK last night and I'm on the big bird this morning heading for Calgary, so you get a note!
Here is a good tip for drilling deadly accurate holes through aileron/elevator torque tube/reducer/control tube. A gazillion year old German machinist took great pleasure in showing this young kid how to do it when I tried to bribe him to do it as a government job on a milling machine. The results are so accurate that your favorite machinist will not know how you did it!! Holes are always dead center of the tube and 90 degrees. The holes are so accurate that the bolt will tight fit when the tubes are rotated 180 degrees (i.e. try that with yours and see how out of square they are!) The fit is within thousandths of an inch or so. If/when the holes elongate, you can use the same technique to re-drill them oversize, but I do not expect this to happen with properly drilled holes in the first place (the elongation is probably due to a poor initial fit). This is also useful for drilling the holes in the rod ends of the push pull tubes.
First of all, recognize that you are drilling four holes when you pin concentric tubes together. Label them a, b, c & d in the order that they are made (a, d in the outer tube and b, c in the inner tube). You can even label them with a crayon to keep it straight the first time, but it's so easy, you'll only do it once. First of all, ream/emery/file torque tube lengths to fit inside each other properly before starting to drill holes. The two tubes should slide together without forcing, but with a minimum of free play. You are going to drill a hole through 4 tube walls (labeled a, b, c & d in the order that the drill cuts through them).
With the piece on the aircraft, and jigged just where you want it, mark the location of the hole to be drilled, and drill a 1/16 or 3/32" hole on one side of the tube (i.e. drill holes a & b only). Alternately (if in an awkward spot), mark the tubes well with reference lines and re-jig in a vise).
Drill a small (1/16 or 3/32") hold through the assembly. Believe it or not, you don't have to be super accurate at this point, but you should try and get it as square as possible. You have just drilled in the order a, b, c, d through all four tube walls. NOW, turn the inner tube 180 degrees, and with the same size drill, run it through again (order acbd). Go up one drill size and drill abcd. Turn the inner tube 180 degrees and with the same size drill, run it through acbd. Go up one drill size.....repeat the process until you get to the desired hole size (usually 3/16 or 1/4). Resist the temptation to skip drill sizes, as the result tends to get more accurate the more iterations you do. At the end, you will have a HAND DRILLED ASSEMBLY that is more accurate than you can do with a single pass on a milling machine!!
Caution - with elevators you must be sure that once pinned, the lever arm can give you the proper swing through the control arc. This hole is drilled only through the top surface of the control surface torque tube. Then insert the QCSA8/CS11 and reducer which become your jig to ensure that the hole drilled through the bottom of the control surface torque tube lines up.- Mount elevator/aileron and run through with final size drill (i.e. 3/16 for aileron). - With the control surface mounted, measure the gap and make the 1" nominal spacers to fit.
Use the same technique to drill holes in Q2CSA4/CS11, taking care that you have proper orientation of Q2CSA4 after bolt is installed.
Jim, you will not believe how simple and fast this is until you try it. It works because rotating the inner tube or collar and running the drill through forces the drill to cut very close to the center of the overlap of the two non-aligning holes, which is exactly where you want it. The effect is much like bisecting a line with a compass - the two arcs are the sides of the holes that are misaligned, and they guide the drill along the centerline of the opening, which is the geometric center. Q.E.D.
The only requirement is that you can see at least some daylight through the hole when you rotate the reducer the first time, or the drill will not "cut sideways" in the bottom holes. Also, you must remember to rotate the collar back to its original position after each drill size so that the top hole (which is drilled in a marked spot) does not migrate from the marked spot (not important for non critical holes).
Using this technique, it is feasible to hand fit the entire control system in one day with machine shop accuracy, using a hand electric drill and 5 drills from Sears (you should have a full drill index anyway). If you ever have to replace a piece, it will be easier because all holes are 90 degrees, and on tube center. All holes are round and line up with great accuracy, ELIMINATING THE WORST POSSIBLE TYPE OF SLOP IN THE CONTROL SYSTEM.
To fabricate the 30 or so 3/16 id x 1/5" od spacers for use on rod ends, take about 30 AN960-3 washers and mount LOOSELY on a rod or bolt. Grind with a bench grinder or metal disc sander, holding the bolt about 45 degrees to the grinding direction so that the washers spin, keeping them round while you reduce the diameter to about 1/4". It took me an hour to make 4 out of bushing stock as per plans, and 5 minutes to make next 20.
Dear Jim,
You are correct when you advise not to build a project alone. With an encouraging partner I would be much further along. I don't want to miss an issue of Q-TALK because it serves as that missing partner and spurs me on each time it arrives.
Thanks for your efforts.
Jere Cook, Tampa, FL
Dear Jim,
Here's more fuel for the continuing debate on toxicity of Safe-T-Poxy. I am a certified disabled chemical-sensitive casualty of sick buildings. I worked for 10 years in a building with little to no outside air added to dilute the fumes from xerographic copiers and photographic chemicals. Now I get headaches with 5 minutes of exposure to copiers (laser printers, too), wood or tobacco smoke, burned hydrocarbons to a lesser extent, petroleum solvents, paint thinner, shellac thinner, lacquer thinner, latex paint, carpet (4-PC), anything containing these chemicals, and much more. Fortunately, I am not an environmental basket case, at least not yet. I am still employed fulltime, and can live in a house if it has a fulltime ventilator changing the air at least once per hour. Derr's rule number 1 is, "Never look twice at a woman who smokes." (Yes, my wife left me because she couldn't handle living with my problem, a common occurrence among chemical sensitives).
What I find really interesting is that polyester fumes drive me up the wall, but epoxies, and Safe-T-Poxy in particular, are virtually innocuous. I have almost completed my Q2, retrofitted to Tri-Q, and helped build the equivalent of another entire Q2, yet I am not sensitive to the epoxies. I have no contact dermatitis problems -- I use only Ply-9 or Devcon Stop to protect my skin. I use a filter mask only when sanding, and I get a headache only when working inside the tailcone or behind the panel. However, this is a complication. I clean my brushes in acetone, using 3 jars, which are capped when not in use. The brush moves from the dirtiest to the cleanest and then gets shaken out and air dried. It's simple, highly economical, and eliminates brush hairs in the epoxy after a brush is used a few times. Clean acetone doesn't bother me particularly, but Safe-T-Poxy dissolved in acetone is terrible! I used to be able to clean brushes inside, but no more. Another thing that will give me headaches, but with a delay of several hours, is cleaning epoxy off my skin with acetone. I've learned my lesson, and now use Epocleanse.
I believe that acetone behaves like DMSO; it dissolves the natural protective skin oil and penetrates to the blood capillaries, carrying whatever is dissolved in it. In vapor form, it certainly does the same thing in the lungs. Clearly, Safe-T-Poxy is bad for the body, but with its low volatility and poor penetration, it is relatively easy to protect yourself. And in separate components, the resin is pretty innocent. It's the hardener that can be nasty.
John Derr, Tijeras, NM
Dear Jim,
It can be done! After only 8 years my Tri-Q200 N89RZ flies. My only obstacles were a bankrupt Quickie Aircraft Company, two children, two homes, a new business and 80+ hours per week at the job. For those of you who say you don't have the time to complete your aircraft - Hogwash - just keep plugging along little by little and it will get done. All I have to do now is figure out why the engine wants to stop at anything over 2,500 rpm. The local A&P's and even the Continental field representative are scratching their heads.
| Stats to date: | empty weight 681, |
| pitch buck 68 mph at 980 lbs, | |
| IAS at 2,100 rpm 145 mph. |
I have toe brakes on my rudder pedals. I assembled the system prior to installing it in the aircraft. This was much easier to do outside the plane, as the Tri-Q brakes are a retrofit.
Another tip is that I used a stepped flaring tool to stretch straws (McDonald's, as they are larger in diameter) in order to fit them together. The straws are then glassed to gear legs etc., allowing you to run Nylaflow tubing through them for easy replacement, or to allow for movement in the gear or canard flex.
Greg Zimmerman, Iowa City, IA
Dear Jim
Ted Slack asked me to search through our Canadian accident reports covering the Quickie aircraft and pass along to you the results.
We have had 13 reported accidents since 1980. There may have been others (slight ones) that were not reported to our Department of Transport (You can be sure of that, ED.) but these would have been very minor in nature. Of the 13, seven were power related, either complete or partial loss of engine power which necessitated a forced or precautionary landing with consequent damage to the aircraft. Four of the others resulted from hard landings causing structural damage. The remaining two were of the mysterious nature. One aircraft crashed unseen on its first test flight in September 1982; the other accident occurred when the pilot lost control after takeoff. The aircraft was seen to pitch up, then down, then hit the ground at 45 degrees. The reason for the loss of control was never determined.
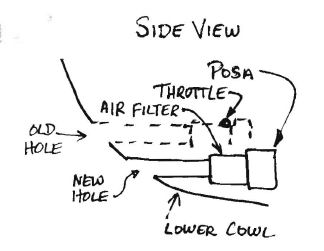
From Gordon E. Myers II, Chino, CA
My throttle linkage was interfering with the top of the air filter. I have a Revmaster with the Posa circa 1981. It took me a while to figure out the problem, but it seems I had the air inlet hole in the lower cowling located too high. This caused the filter to bend up and interfere with the throttle linkage. I fixed this by lowering the air inlet hole.
I noticed another Q2 with the later RevFlow carburetor and saw that the throttle (mixture too) was different from the Posa. The interference problem I had would not happen on the RevFlow installation.
Dear Jim,
I realize that during the development and flight-testing of the Q-2, mandatory changes had to be imposed to kits that had already been built. Often the sum total of these changes in specific areas looked like the final thesis of a Rube Goldberg Tech graduate.
I've been reviewing the area near the center of the canard carbon fiber spar where the two push-pull rods from the control stick attach to the two bellcranks extending from the elevator torque tubes. This same area utilizes a complicated system to attach how the pitch-trim over-ride springs and nearby is the weighted arm that mass balances the elevators. My main concern of the dual rods to 2 separate elevator bellcranks is that such an arrangement introduces differential elevator inputs while engaging in a banking or roll maneuver.
I would like to suggest a revised integrated system that:
1) removes the 2 push-pull rods from the control stick to the two elevator torque tubes and
2) connects the two elevator torque tubes with two universal joints and a short piece of tubing that also passes thru and attaches to the elevator mass-balancing arm.
One of the removed torque tube bellcrank arms is bent into a dogleg and is welded to the center of the balance arm. To this arm attaches a single push-pull rod from the control stick. The pitch-trim override springs attach to the dogleg arm at a location of BL 1.5. A 3-inch pitch diameter pulley is swivel mounted horizontally from the mag box to receive the cord from the override springs and returns the cord at the opposite BL 1.5 on the opposite side of the balance arm. The 3" between the pitch-trim cords provides room for the balance arm (and its weight) to rotate between the cords without interference.
All systems that combine pitch and roll control from a single control stick will introduce a slight change in pitch while introducing a roll input. The integrated system I've described eliminated the differential aspect of the induced anomaly. I believe this results in a better control response than does the initial system. In addition, the balance arm is attached to an interconnecting torque tube for better elevator response and the pitch-trim system is simplified.
I'm the first to recognize that all the above is "Monday morning quarterbacking" but I would appreciate any shortcomings that I may have overlooked being called to my attention.
Richard Barbour, AR
QBAers visit Fond du Lac during OSH and help John Touchet by sanding like hell on a spot.
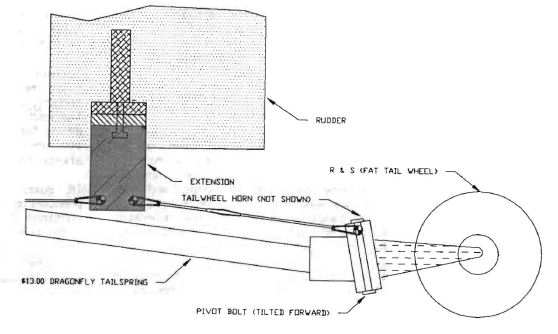
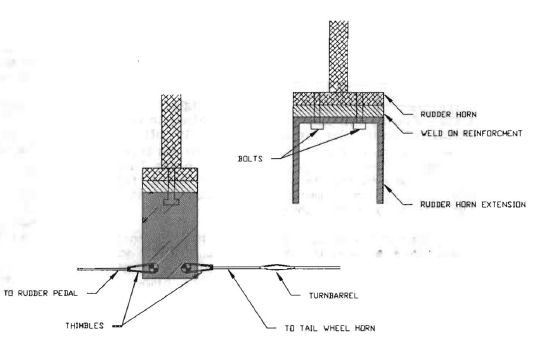
Dave Naumann's son Erick, a senior in aerospace engineering used some of his talents to draw up some of his Dad's ideas:
Dear Jim,
Sorry I missed you and some of the others at Springfield, they told me you had just left before I arrived. I was one of only two Q's to fly in (bad weather first two days). It was my first real trip, other than the flight home from Enid, OK in my newly acquired Rotax powered Quickie purchased from Norm Howell. The plane is a real blast to fly! On takeoff you best be ready with some left rudder when the engine gets "on the pipe". It's like a turbo kicks in and just sits you back in the seat. I am running the 2:1 gears and am really very pleased with them. I think it's because I'm used to driving my 22 H.P. Onan til it levitates into the air. 750-800 FPM climb is OK with me -- and I like the additional speed after I reach altitude. I installed a King 8002 Loran and would be tickled plumb to death if the engine were easier to start cold. Hot starts -- no problem -- one blade and it's gone: BUT when it's the first start of the day, it's a bugger. Twice I've gone home from the airport with my arm about to fall off. The new primer Norm installed (available from LEAF) is great, but it makes it very easy to flood the engine. I'm probably over cautious now to not over-prime. I just haven't yet got down the proper technique for cold starts, but all in all ----- I LOVE IT!!!
With all that said, I now have two single seat Quickies and since I don't need one for each foot, I will submit my 5-line ad for my long time friend ---- my Onan powered Quickie.
Jerry Homsley, Cabot, Arkansas
Dear Jim,
The elevators on my Quickie were hanging down during cruise flight 1/4" at the tips. I thought for a while it was due to my heavier Suzuki engine installation. Not so! Somehow the elevators were installed backwards and the washout at the tips became wash-in. I couldn't tell any difference in stall and landing response of the elevator control and it makes me wonder if the pitch control of the Quickie is really that effective.
I took the Rotax gearbox off the Suzuki engine to replace the O-ring seal. This is a very high quality reduction unit. After several hundred hours of running, I found the gears inside were lightly polished just where they touched. This was the only sign of wear I could find. Pennzoil 85W90, hi temp gearbox oil has been used as a lubricant and is changed every 100 hours.
Jim Prell, Out and about, USA
Dear Jim,
Here is the scenario: You do a proper pre-flight, run-up and set the reflexors for takeoff. You are close to gross and mindful of this. You let the airplane fly off the runway when it's ready. After becoming airborne and barely out of ground effect, the plane begins to pitch buck. Airspeed is above 80 and the engine is developing full available RPM. You can't maintain level flight so set it back down, hopefully on the runway.
Your mind is racing trying to sort out what has happened. Weight and balance were in limits and the takeoff was textbook. Why the pitch buck at 85 when previous tests showed 70? After the first crash I put the blame on density altitude and lack of power.
I installed a C-90, repaired the damage and changed over to a Tri-gear. I flew cross-countries all over the N.W. There was spectacular performance at sea level and full gross. I had set gross at 1,150 lbs and at my 4,000' home base I have to keep a sharp eye on density alt. But what caused these departures from intended flight?
I believe the need to place more weight on the tail during runway operations placed great reliance on aileron reflexors. It seemed to help. Pilots found that reflexors were a great trim device. My technique was to reflex up about 5/16" for takeoff and again at landing. This seemed to give more elevator. On takeoff, you had to push the nose down after becoming airborne to keep from climbing steeply. On landing, it was the only way to assure a smooth touchdown. During cruise, it was recommended to lower the reflexor until at 140 mph, the elevator faired into the trailing edge of the canard.
As I discussed all of the events that surrounded the crashes with a high time instructor, ag pilot and model builder, things started to fall into place. He point out that reflexors actually spoil the lift on the wing. If this was so, then it is obvious that with less effective wing area, the pitch buck speed had to increase.
Why hadn't anyone else experienced and reported this phenomenon? It could be that because of my airport elevation and physical size (220 lbs) that I have explored an area of the operating envelope that is unfamiliar to any others. Engines simply develop less hp because of the thinner air.
So what to do? I suggest you load the plane up, climb to 5,000' AGL and do a stall series with reflexor set at takeoff and landing positions as well as cruise.
Perhaps you never fly close to gross or never operate at high density altitudes but if you never give this a thought you may one day find yourself stopping for fuel on the east slope of the Rocky Mountains. You may be close to gross for your size engine, do a textbook takeoff and as you are climbing out of ground effect, suddenly the plane starts to pitch buck...
In summary, I believe we have to be aware of the phenomenon and question whether it is advisable to continue using the reflexor in the manner we have become accustomed.
Dan Judge, Cut Bank, MT (406) 873-2249 W, 873-5219 H
You can order a PDF or printed copy of Q-talk #22 by using the Q-talk Back Issue Order Page.