QuickTalk 17 - Q2 HINTS


- Details
- Category: Q-Talk Articles
- Published: Friday, 31 August 1984 07:11
- Written by Jim Masal
- Hits: 2710
From Mitch Strong #2835
I work for a metal fabrication company, and while rummaging around in one of the stock rooms I found lightweight steel bushings of 5/8" OD by .552 ID by 1/2" long. They work great for rudder pedal bushings as they have a nylon insert to prevent steel to aluminum contact. If anyone is interested, send me a SASE and .75 for each one ordered.
64 Pearl St., Batavia, NY 14020
From Kim Singleton
There is a mandatory AD out on the POSA carb, which I almost slept through. Another homebuilder called it to my attention when his engine sputtered at 300 over the field and he had to track down the problem.
(ED. NOTE: This item refers to the installation of a needle lock set screw. Diagrams and instructions available from HAPI engines.)
For further information, contact:
Patrick R. Taylor, President
HAPI Engines, Inc.
RR1, Box 1000
Eloy, AZ 85231
From Charlie Belshe #2082
First flight was 9-24-83. I was surprised by 2 things: 1. Ground steering with ailerons and 2. Left wing heaviness in solo flight. The aircraft is a good performer but is still a bit tricky on rollout. I'm still learning. I still have trouble with the full power mixture. To get the minimum EGT increase, the engine runs slightly rough at full static power. I have to start leaning for smooth operation as low as 2500' MSL.
The T-tail is a disappointment, the reflexor a must! Thanks to Duane and Scott Swing for help over the phone. Thanks to QBA too.
From Phil Kelly #2409
1. The elevator midspan pivot installation on the Q-200 graphite spar is explained on page 10-8, but any reference to CS-20 should be ignored, and also to the universal joint since neither is used.
2. With a piece of paper towel shaped to do what CS-18 does with the old canard and marked with a felt pen while held where it goes (midspan), I got a shape like this:

3. I duplicated the template for the elevator positioning. I glued it to eighth inch plywood; cut it out and Bondoed it at BL19 on each side of BL00. I cut it only at the leading edge and used it throughout the installation of the hinges (CS-14, CS-15, CS-19 and CS-17). Since I work alone, the templates at BL19 and BL91 Bondoed in place replaced 3 people.
4. When cutting out the slot on CS-16 for the CS-17 hinge, you can make it "H" shaped since it is removed by one end of the "H" and pivots + or - 17 degrees at the other end.
5. I found one Q2CSA-8 had a different O.D. than the other one, causing a lot of extra work. I had to saw cut the elevator reducer and the 1" spacer to slide them on the Q2CSA-8.
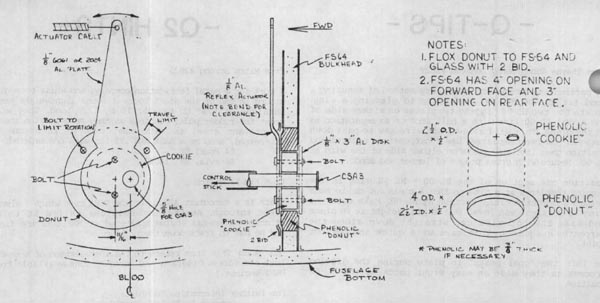
Canadian member Bob Falkiner doesn't like the reflexer that QAC has designed for the Q-2 primarily because it has, he feels, too many parts, all unnecessary. Besides, the price is a bit steep as well. Bob designed his own (see drawing) which he has flight-tested to his satisfaction, and is worth considering by those of you of the same opinion as Bob. This system will have deflections of 6 degrees up and 2 degrees down. Bob says, "The only tricky part is to get the 'cookie' to fit the 'doughnut'. I drilled the donut hole with a hole saw and used a 1/8 in. larger hole saw to cut an oversized cookie. Mount the cookie in a drill chuck and file to fit."
Bob cites the following advantages: cheap (less that $15), no extra welding or machining, fewer parts with lower weight, fail safe (can't fall apart or loosen up), simple with one moving piece, and having strong, built-in limit stops to prevent out of range aileron reflex.
Falkiner made his fuel filler spout out of a PVC elbow and cap as used in plumbing or sewer applications. For straight sections, he wrapped 2" ABS or PVC tubes with waxed paper then laid up 4BID around the outside. Weight is about half of plans built.
From Bruce Patten #2512
You will find when it comes time to rig the elevators on the new LS-1 canard that the patterns for hinges are not very useful since you are now working off a round spar. I am enclosing a set of patterns that fit in the hope that I can save other builders a lot of time-consuming cutting and fitting.
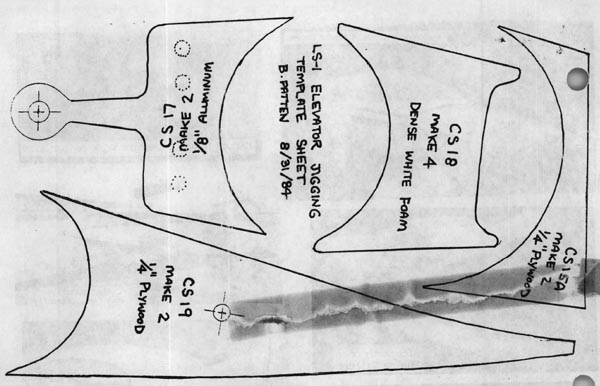
(Check these patterns carefully as some reproduction processes will reduce drawings ever so slightly - you MIGHT have to allow for this, ED.)
I also didn't care for the procedure in the plans, so I wrote my own as follows:
ELEVATOR PIVOTS
Refer to the picture on page 9-6 for the outboard pivot. I found it easiest to position QCSM-7 for riveting by putting the first nut backwards on the stud QCSM -5 as shown, then inserting the threaded end of the stud through the bushing assembly (QCSM-6 and QCSM-7) and putting a jamb nut temporarily on the inside end to hold it in place. Hold an AN 970-4 washer against the outside of the nut; push this assembly into the tube until the AN 970-4 washer stops against the end of the tube and drill. Be sure to remove the jamb nut before setting the first rivet. This positioning will yield a gap of 2 washer thicknesses between the end of the elevator and CS-19. Hint: Use the threaded top from a spark plug to extend the nose of your pop riveter.
Cut a 1"L X 0.8"W window starting 30" outboard from the inboard end of the elevator, and install the mid span pivots.
Now cut the two 1.8" elevator reducers and the two 1" elevator spacers from QCSM-1. Hint: I cut spacers off with an abrasive blade in a radial arm saw. I trim elevators and elevator slot cores to length the same way. It's fast and gives square ends. Insert the 1.8" reducers into the inboard ends of the elevators leaving a half-inch sticking out. Measure 1" out from the end of the elevator, drill 3/16" clear through, and install an AN3-12A bolt. The protruding reducer gives you something to drill through to secure the torque tube later.
ELEVATOR HINGES
Cut out the hinge brackets using the provided patterns. Dull the sides of the base end of the phenolic and aluminum brackets with sandpaper. Position the CS-15 phenolic brackets and the CS-15A plywood adaptors together flat on the bench top and layup one layer of BID and Peel-Ply on the outboard side to hold them together. Flox the CS-17 aluminum brackets into a sandwich between the CS-18 hard foam reinforcements and let cure. Install the studs on the CS-19 plywood outboard brackets.
ELEVATOR INSTALLATION
Jig the canard on its nose and strap the elevator jigs on with rubber bungees at roughly BL 19 and 91. Strap the elevator into the jigs with more bungees. The plans don't tell you at what BL to locate the elevator, but it needs to be set out a healthy amount:
1. So that up elevator doesn't hit the side of the fuselage.
2. So there's room for a sweeping fillet between the butt of the elevator and the fuselage for aerodynamic efficiency.
Just be sure to leave room for the wheel pants at the end. I set the butt of the elevator at BL20; it's a nice round number.
With this settled, take the elevator off and install all the hinge brackets onto the elevator. Butter the butts of all brackets with Flox and stick the elevator back in the jigs in the correct location. Add a temporary brace to the inside of the inboard bracket and the outside of the inboard bracket. Triangles of white foam work nicely. Let this cure overnight, then do the same to the other side.
SLOT CORE INSTALLATION
Measure the distance between the hinge brackets and cut the slot cores to length accordingly. Rough cut the slot trailing edges using a saber saw with a shortened, fine-toothed blade. You'll be very close on the first try if you cut so that the slot is 1.15" deep at the inboard hinge, 1.10" at the midspan hinge and 1.05" at the outboard hinge. Fit the slot cores in place and sand the trailing edges down with a long sanding block until the elevators will just go on the hinges.
Pull the elevators and slot cores off. Paint epoxy on top of the spars and coat the slot core cut outs with slurry and stick them in place. Reinstall the elevators to keep the slot cores lined up. Let cure overnight.
Sand the sides of the slot cores down flush with the canard and the trailing edges. You just can't beat a SKIL SAND CAT belt sander for a job like this. It still takes 4 hours. I haven't worried about burying any tubing up to this point. The brake lines will be strung in the elevator slots after the wheel pants are installed. The pitot tube will be installed now.
I prefer to put the pitot tube on the left wing since the airspeed indicator will be on the left side. Using a DREMEL tool with a round cutter and a routing attachment, rout a groove from BL41 back to CS-15 on the underside of the slot core. Drill a quarter inch hole through SC-15/15A in line with the groove. Since the exposed part of the pitot tube is damage prone, make it removable; this requires one each AN818-4D, AN819-4D and AN822-4D. Drill the pipe threaded leg of the elbow out to a quarter inch to fit over the versatube and secure with epoxy. The elbow is buried in the foam with the flare-fitting leg protruding.
Now glass the slot cores according to the plans. After cure, the trailing edge of the slots can be sanded down some more to obtain the required .06" clearance with the elevator. The window at the elevator center pivot will need to be enlarged to allow the necessary elevator travel.
You can order a PDF or printed copy of QuickTalk #17 by using the Q-talk Back Issue Order Page.