QuickTalk 8 - Q2 HINTS


- Details
- Category: Q-Talk Articles
- Published: Monday, 28 February 1983 06:11
- Written by Jim Masal
- Hits: 2441
From Fred Baron, #2076:
1. Cutting off the cowl flap by 1" solves the heating problem. With this configuration, I must close the cowl flap in cruise and descent or my temp drops to below 200 degrees on a 75-degree day.
2. As suggested by Mr. LeGare, wrap the exhaust pipes with Fibrefrax and aluminum tape. The oil temp drops by about 50-60 degrees to approximately 210-225.
From Gary Goodrich, #2257:
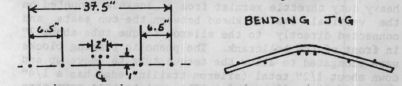
1. (Page 8-5) The longeron bending jig below can be easily mounted to the side of the work bench. This will overbend the longeron but it will self-straighten some when removed. Use 16D nails or equivalent.
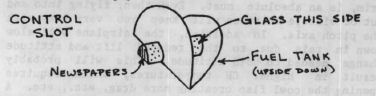
2. (Page 14-4) For a large main tank with a control slot in the middle, wrap newspapers in 3 mil polyethylene and set in slot. Make a tight fit, micro the corners and glass from inside. Two BID is fine. Finish with one ply BID outside.
From A. P. Annis, #2113:
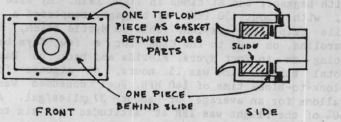
1. (Posa carb) The following experience may help those who have not flown their Q2's yet. After the five hours of ground operation, which included high speed taxi tests down the runway, I couldn't think of any reason not to "go for it". The resulting first flight was the most thrilling event in my life. No words can describe it. The first landing was uneventful, even worthy of a "nice one" remark from the tower. The "troubles" began on the second flight when 113QQ was flown to Ottawa, Illinois; a combination of bugs on the canard and a sticking Posa carb. The bug problem is well known and I cannot add anything helpful. HOWEVER, I have first hand experience and a cure for the carb problem, which you may experience. The problem is that when the Revmaster is throttled back to idle you may not be able to advance it. It is caused by the manifold pulling the slide of the Posa against the back of the carb so tight that the throttle push rod will not move it. If you experience this on short final where you are either too long or too short - too bad! I had warning of this possible disaster several times when the throttle couldn't be advanced from idle after landing or before taxiing. A couple of long distance phone calls to Revmaster finally produced the cure. The "vacuum" theory was proposed to them by a user who was having the same problems I was. The solution proposed by Revmaster is to put a thin sheet of Teflon between the back plate and the slide. I obtained a sheet of 1/32" Teflon that had been etched to allow gluing and fixed it with "crazy glue" to the back plate. Since the back plate is not flat, the sheet was made into two pieces, one for each level. Since this fix, the system works as smooth as silk!
From Kim Singleton, #2170:
1. (Engine mounting) Rather than snap your back (and your patience) trying to locate the mounting holes and magneto box cutout by mounting the engine on the firewall, make a full size template from masonite and carry it to the engine. Can also use this template to figure out cable routing, fuel lines, etc.
2. (Elevator mass balances) The plans call for the elevator mass balances to be mounted outboard in the cabin. There are two problems: they hit my feet and in a tight installation between the canard and the fuel tank, they have inadequate travel room. My solution is to mount them in the center instead.
3. (Page 9-5) I'm concerned about the seat belt routing called for. The belts come out the bulkhead TOGETHER and BELOW the pilot's shoulders. In a crash, the effect will be to squeeze the neck and compress the spinal column. Consider instead routing them through the bulkhead ABOVE the pilot's shoulders and separated. This will require an appropriate modification to the back of the canopy.
4. (Page 11-3) The plans call for builders to attach the rudder pedal phenolic bearings before mounting the main wing. This is difficult to judge since the fuel tank isn't installed and it's hard to tell where they should go. If you wanted to install the pedals after the canard is mounted, there's no room to slide the outboard pedal in and out because of the fuselage side. The solution is to cut the tubing and attach a sleeve over it.
From James Massengill, #2269:
1. (Page 14-3) When sizing the tank to conform to the contour of the F.S. tank locations, one method is to use the seatback bulkhead template and place it roughly at F.S. 53 in the angle assumed by the tank. Holding it there, close the gap with a 1" strip of white foam stuffed in place. You should not have an accurate template.
From Jan Bowman, #2121:
1. Be sure to read the Chapter 10 instructions on rigging the elevators before you fiberglass the elevators. It's a lot easier to cut the slots for the midspan support before glassing.
From Ronald Cross, #2397:
1. (Longerons) The 3/4" x 3/4" longerons, which come in the kit are rather difficult to bend into the proper shape. One alternative is to use several pieces of wood, which are 3/4" wide but only 1/8"-1/4" thick. Use wet flox between each piece and hold in place against the fuselage shell with C-clamps. The fuselage shell should not bend. If it does, then install only one or two pieces at a time.
From David Robertson, #2141:
1. (Page 14-5) The plans show the strength of the attachment relies mainly on the adherence of the glass to one surface of the fuselage shell. My suggestion uses more of the shell strength: On the outboard seat belt attachment, add a .030" steel plate 1-1/2" x 3" curved to fit the outside shape. Sand both survaces well and attach with pure epoxy. Longer AN525 screws will be required than called for on the plans. After glassing the inside with 2 BID 5"x7", 2 BID layers 4"x6" and 2 layers 3"x5", attach the aluminum angle. Rough the steel surface and sand around it well. Apply dry micro around the edges of the plate and around the screw heads to make a smooth transition. Then apply 2 layers of BID, at least 1-1/4" larger on all sides than the steel plate. The inboard seat belt attachment uses the same principle, but has a tent-shaped, .030" steel pate to transfer loads to a larger area. After angles are attached, fit a foam plug in, sand the steel plate and surrounding area. Apply dry micro. After hardening, sand to a smooth transition and cover with 2 BID at least 1-1/4" larger on all sides than the plate. Remember, the strength of the bond of glass-to-glass is based on no shiny areas.
You can order a PDF or printed copy of QuickTalk #8 by using the Q-talk Back Issue Order Page.