Q-talk 81 - LETTERS, ETC.


- Details
- Category: Q-Talk Articles
- Published: Sunday, 30 April 2000 07:11
- Written by Tom Moore
- Hits: 3034
The following article was originally published in the CANADIAN FLGIHT magazine. It was sent in by Jim Masal.
ACRYLIC WINDSHIELD INSTALLATION TIPS
Drilling, trimming for fit and fastening acrylic windshields and windows is not difficult, you just have to understand the material, the tools required, and the proper methods. With a little practice and a little time to get the feel of the processes, you will have a very satisfactory installation with a long service life.
DRILLING
There are just a few general principles that must be understood to successfully drill acrylic:
DO NOT use a standard wood or metal cutting drill bit. You will risk cracking and chipping the material. These bits will pull into the material and will bind as they exit, cracking and chipping. Successful holes have been drilled with a standard bit, but the risk is extremely high. LP Aero Plastics acrylic drill bits have been reground to have a zero degree rake on the cutting edges. They scrape a hole instead of cutting and will not bind or pull upon exiting the material. If for any reason you elect to use other drill bits, be sure to modify the bit so that the cutting edges have a zero degree rake angle.
DO use a very light pressure when drilling with acrylic drill bits. It is possible to crack or chip the material by forcing the bit with too much pressure. For instance when drilling a vertical hole, the weight of the drill is all the pressure that is needed. Be patient and give the bit time to do its work. You should see just fuzz coming from the bit, if the bit is pulling spirals from the material, you are using too much pressure. Use higher drill speeds on small hole sizes and slower speeds as the hole size is increased.
DO drill oversize holes. Acrylic will expand and contract at different rates than the airframe; so oversize fastener holes are required to allow for movement. The general rule is drill a hole at least one and one-third the diameter of the fastener.
DO drill larger holes by step drilling starting with a smaller size bit. About the largest size hole you can drill easily in one step is 1/4 inch.
DO use a countersink to chamfer the shoulders of all holes. Any sharp edge tends to be a stress riser, so break all sharp edges. This also applies for all window edges. You can use a sanding block and fine sandpaper (150 grit or finer) to finish the window edges.
DO practice on the old window or a scrap piece of acrylic material.
TRIMMING
As in drilling and fastening, there are a few rules to follow when trimming:
DO NOT use any type of reciprocating saw, including handsaws or sabre saws, to trim acrylic windows. The only safe saw is a band saw with a fine-toothed blade (1/4" or 3/8" wide raker blade with 14 or more teeth per inch). A band saw blade travels in one direction only and runs cool. A reciprocating blade, even a hand saw, will build up heat and bind, quickly cracking the acrylic.
DO use a sander to trim windshields and windows. A 4-1/2" angle grinder with an 80-grit sanding disk works well. This tool is easy to control with one hand and will remove material quickly. A belt sander is also a good choice. A small rotary tool is very versatile and may be fitted with a small cutoff blade for trimming or it may be fitted with a drum sander for cutting notches and working in small areas. Care should be taken, however, to keep the tool from binding when using a cutoff blade.
DO support the part when trimming or sanding. A padded table or work bench will work well for a work surface.
DO mark for trim a china marker grease pencil or felt tip marker. These marks can be readily removed with aircraft window polish or 100 per cent mineral spirits.
DO radius and finish all edges after final trim is established. Sharp edges and heavy sanding marks tend to be stress risers in the material. A sanding block and 150-grit fine sandpaper will easily smooth acrylic edges.
FASTENING
As in drilling and trimming, there are few general principals that must be understood:
DO NOT use rivets to attach the windows if fasteners are required through holes drilled in the window or windshield. With rivets, the clamp-up forces cannot be controlled and will overstress the material, causing future cracks. Use screws, washers and self locking nuts.
DO carefully control the torque of the fastener. Watch the reflection of a strong light in the surface of the acrylic around the screw head. Tighten the screw and nut just until you see a distortion in the surface around the screw head and then back off just until the surface is distortion free. At this point the screw and nut assembly may be able to be turned with a screwdriver but probably not by hand. Since acrylic expands and contracts at different rates than the airframe, this method will allow the window slight movement.
DO use upholstery type or Tinnerman type countersunk finishing washers under flat head countersunk screws. Flat head screws will hold the acrylic much too rigidly without washers. If you use the Tinnerman type washers, keep in mind you will have to drill the hole much larger to accommodate the countersunk portion of the washer. Again, the general rule is to drill the hole at least one and one-third the diameter of the fastener, which in this case would be one and one-third as large as the countersunk portion of the washer.
DO watch for anything that could cause localized stress in the material. Mounting over a rivet head, for instance, will cause a lot of stress in that area, and will probably crack when adjacent screws are tightened. Watch out for raised weld beads, sharp corners, etc. If necessary, bridge the window over the obstruction using washers as spacers or remove the obstruction.
STORAGE: Do not allow the windshield or window to be exposed to sunlight with the protective cover applied. Even short exposure will make the covering very difficult, if not impossible, to remove.
CANADIAN FLIGHT magazine.
Dear Tom,
I would like you to know of my experience with a Q-2 with an interesting history. I refer to the former N2227 originally built in Gladwin, Michigan by Carle C. Wilde from 1981 - 1986. After over 280 hours flying it was sold at Oshkosh to a Frenchman. The Q-2 arrived in France by 747 but he was destined not to be allowed to fly it there because he had not built it.
By coincidence Mark Johnson, the son of the European Quickie Dealer Don Johnson, heard about it languishing unused in a hangar whilst he was on a trip to Paris and it was subsequently bought and flown to England. It was sold on to Mick Ward, he flew it for another 200 hrs plus, despite only having sight in one eye!
Mick suffered a few engine problems on the 65 hp Revmaster mainly valve and head trouble then, after losing direction on the ground he broke the original canard. A replacement GU was found in America and the aircraft was repaired. Within 50 hours of this prop strike he had a sudden crankcase crack spilling oil and forcing a landing.
Used crankcases were fitted from another Revmaster and then another loss of direction accident, probably caused by the failure of the steel tube ahead of the tailwheel fork, flipped the aircraft upside down after it ran off the runway and through a fence. The damage to the canard was caused by heavy fence posts and had penetrated 50% of the chord in 3 places.
This is when I first became involved with this aircraft having received news of the salvage available from the insurance loss adjuster.
I trained in reinforced plastics and worked on the Seawind, Cirrus Pusher and Wheeler Express in the US back in 1986-7. Since then I have repaired and refinished composite sailplanes and always wanted a Quickie so I successfully bid for the salvage.
I have extensive records of the original build which ran over 3000 hours and it shows since it is a beautiful example. It needed a new propeller and spinner and a canopy but I was amazed to find it rigged perfectly sat with its weight on the wheels despite half the canard chord missing!
After about 1000 hours of additional effort with a lot of help from Don Johnson and the previous owner, for which I am very grateful, I test flew it myself. That was in April 1998.
I have now flown another 220 hours on the aircraft and last year installed a supposedly new Revmaster 75 hp originally supplied with another Quickie kit. I took one side head and barrels off to check for corrosion before installation. It now runs beautifully but after only 25 hours it started to knock and I had to strip and rebuilt it with new bearings!?
It showed signs of overheating and oil starvation on the main bearings which all made sense to me when I found the hidden sump bolts only finger tight and an oil cooler pipe bend fitting sawn off removing the flare which is supposed to grip the hose! This was early Revmaster manufacture because it was visible on their own sales photo.
The engine had clearly been flown, probably by the U.S. Quickie dealer in Pennsylvania, had a major oil leak at the poor fitting, had been flown back to base due to fear of out-landing and then the worst was realized by finding white bearing metal in the sump screen. Answer? Sell it to the U.K. as new, of course. We had just flown across the Welsh mountains with our nice new engine when I discovered all this.
Anyway we recently flew to western France direct from near Oxford over 140 miles of water crossing in February, with a survival time if you survive the ditching of about one hour. You can see that I now have a lot of confidence in the new engine and aircraft so I should explain why.
I have dropped the compression with 1 mm steel barrel spacers to 7.8:1 after lessons learned on the previous engine. I have drilled through the top centre crankcase half stud hole so that it exits the engine on the opposite crankcase half just below the flat-machined area on top designed to take the automotive oil cooler. I then installed a Limbach through stud with a nut on both sides of the engine. This works like a tie rod running right through the number 3 centre bearing journal and should stop the common crankcase cracking problem there as Limbachs.
All the oil cooler piping has been replaced with Airoquip racing hoses. I run Mobil 1 racing synthetic oil 0W40 despite $50 cost. I have machined the Revmaster heads to take the Westach CHT ring probes under the top plugs to set up the carb. I have installed a new screw retaining the RevFlow carb slide spring with Loctite after the first one fell out jamming the throttle and got sucked into the engine, fortunately all whilst taxi testing the (new?) engine. The screw is the hex head one in the middle when you stare into the carb slide with the throttle closed. I have added extra taper to the mixture needle to increase richness at full power. I have scrapped the dual throttle due to sticking and re-run the cables for smooth operation with throttle and mixture together on the left hand side above dual brake levers.
I can monitor all 4 cylinders with 4 EGT probes but cannot get an even mixture due to the asymmetric fuel inlet flow on the RevFlow just ahead of the inlet manifold split, the right side is always richer. A car trunk seal profile is the answer to the cooling baffle problem. To assist in leaning I have installed a manifold pressure gauge for accurate power setting and digital rpm gauge, which reads 200 rpm less than the Westach. I have ditched the starter motor, alternator, ring, gear and flywheel and 23 lb. lead acid battery vacuum pump and gyro instruments for a total weight reduction of 55 lbs.! Revmaster supply a direct mag coupling instead of the flywheel. I get to feel the compression every hand propping, which I can do alone, usually at first flick from behind the prop with one knee on the canard after priming and pulling through 8 blades. I have 2 separate mag switches above the mixture, which I can reach and push rich when she fires. I have a small electric Turn and Slip for emergencies and power this; the radio, and the fuel transfer pump from rechargeable glider gel cells. I have replaced the elevator mass balance weights with small fiberglass cages each containing a 6 volt cell wired in series for a 12 volt back up.
This extra mass balance allowed an elevator trailing edge bisecting angle extension of one inch which simultaneously provided anti-flutter characteristics, added dynamic and static pitch stability allowing hands off at all speeds without sparrow strainers and better still a 7 mph reduction in landing speed with a small increase in top speed due to the extra reflexing which I can balance on the aileron reflexor further reducing drag. The whole aircraft now has a sailplane quality finish. For ground handling I have fitted a pneumatic glider tailwheel, which has vastly reduced the ground roll noise as well as much improving the grip. For seat cushions we use inflatable airbeds which are very comfortable, lightweight, beds in the tent, and extra floatation.
Since I fitted glider Zig Zag tape at 50% chord on the bare GU upper canard surface, wool tufts confirmed the source of the climb rate improvement of 300 ft/min at max gross. I suppose the turbulators do the same. Prior to this the wool tufts stalled and pointed spanwise below 120 mph. There is no improvement in rain though, with the Zig Zag tape damming the water, but it is easier to clean than turbulators. The 75 hp engine climbs at 700 ft/min at 100 mph max gross 1000 lb with two of us onboard 1000 ft/min solo. I don't see a great improvement in power on the ground but it is definitely faster at height. At only 22 in manifold pressure at 5000 ft it still does 165 mph at a digital 3100 rpm on a Prince P-Tip 54x49 inch prop. Max straight and level 170 mph after a dive on the step at low level. We get 37 mpg (US) at 150 mph at 5000 ft which is important with our fuel costs.
As for the future, with a low empty weight of 570lbs and all this cockpit engine information and experience I now feel confident to experiment with a turbo, if anyone knows the whereabouts of the Revmaster installation. It would be for low boost for climb and cruise and with my fixed wood prop, which could handle a few more rpm. An Ellison TBI might even out the mixture and allow better leaning, has anyone been there? As for variable pitch props, Hoffman and MT, which work, want about $6000. Which is more than I have got in the whole aeroplane. On a recent visit to Florida, I met a Q-200 owner at St. Petersburg, Mike Dwyer, who had heard of a successful ditching in a Quickie. Can anyone elaborate on this for those of us who live on small islands surrounded by sea?
I am obviously very pleased to be a Quickie owner and pilot and hope some of my experiences prove to be of use to others. Quickie owners on UK visits always welcome.
Gary McKirdy, Banbury, Oxon, England

Gary McKirdy's Q-2, Formally a U.S. bird, then a short stay in France, and now happily at home in the U.K.
Tom,
Important Safety Alert: Do not use the QBA supplied water bottle, with the brown cap, for your fuel filler cap! The slipstream area outside the fuel cap is low pressure. Personal experience has demonstrated, in a very exciting way, when the brown cap or mating threads fracture, the main tank vent pressure is lowered and the engine starves for fuel. Unfortunately, the problem is not apparent until the aircraft gets to about 400 feet or so. The same effect can be simulated by forgetting to replace the filler cap after gassing up.
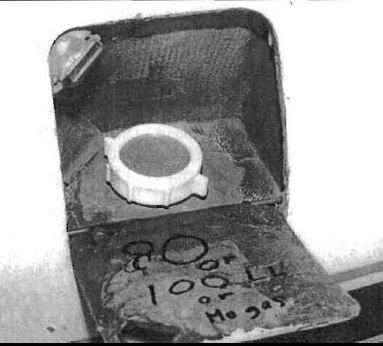
Here is an easy and reliable gas cap I installed years ago and have had no problems. It was thunk up by Jim Doyle and I wanted to pass it along. It uses the QBA specified PVC filler neck and is easy to swap out with the brown lid bottle.
See photo.
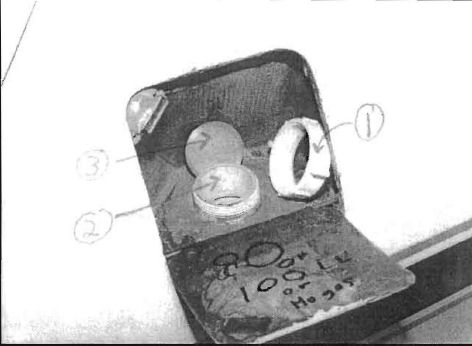
Parts 1 and 2 are from the hardware store, in the "under the sink plumbing" department.
1 - PVC goose neck nut
2 - PVC pipe adapter (female slip x threaded male)
3 - Aluminum washer (make this yourself). (Disclaimer: There is some controversy about using unbonded metal parts in the fuel system, but I have had no problems).
Simply cement the pipe adapter to the filler neck and you're done! Replacement parts are available at any hardware store in America.
Another fuel tip: Sometimes fuel overflows when filling and runs down the side of the fuselage.
You can't see it in the accompanying photo, but I have a 1/4 aluminum tube installed as a drain. This is flush mounted in the filler compartment and runs out the bottom of the fuselage. Now, when fuel overflows from overfilling or from heat expansion in the tank, the fuel just trickles out the overflow line.
Sam Hoskins, Murphysboro, IL
You can order a PDF or printed copy of Q-talk #81 by using the Q-talk Back Issue Order Page.