QuickTalk 5 - Q-TIPS


- Details
- Category: Q-Talk Articles
- Published: Tuesday, 31 August 1982 07:11
- Written by Jim Masal
- Hits: 2523
I have heard comments from several builders and questions on how to make the Q2/Quickie quieter. On the glass-to-glass edge around the lightening holes of the bulkheads, glue a 1/2" wide piece of Velcro around this inner edge. With foam rubber or another sound barrier, secure mating Velcro around it. The barrier should be pliable and slightly larger than the bulkhead hole. You will have reduced the noise level on taxi and still retained access to all areas. This technique is also possible just aft of the firewall. (John Hoxie, #2398)
I got to thinking that some of you guys out there in Epoxy Land may be short on one-inch (1") paintbrush money like me. Here's what I do: For the old RAEF and RAES type epoxies, just use Lava soap and warm water, nothing else. For Safe-T-Poxy, use one dunking of MEK plus the Lava soap routine. These procedures will extend the useful life of your brushes. (Horace Toler, #2362)
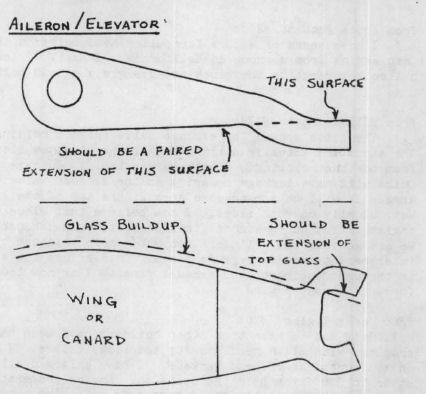
The drafting accuracy on the hot wire templates seems suspect to me. The trailing edge lines seem quite random. Even builders who have glued the full size prints to the template material have hours of filling or lousy surfaces. See drawings below. (Bernie Kerr, scratch Q2)
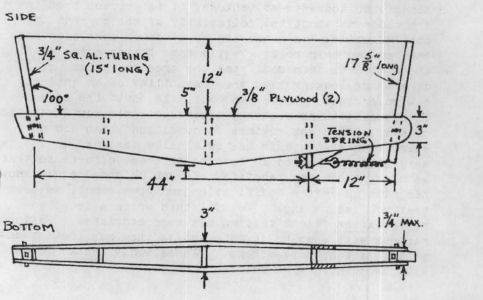
Below is a sketch of a hotwire frame using a variation of the "crossbow" concept (a secondary wire or spring to tighten the main wire). Note the single pivot point at the right and the tapered frame design. (Tom Saunders, #2658)
Most foam cores for the wing or canard usually consist of two separate pieces due to the size restrictions of the foam blocks. After hot wiring, the foam has to be carefully microed together before glassing. When preparing to hot wire the Styrofoam blocks for the canard or wing, the following procedures will be helpful in subsequent core joining operations.
a. First, obtain from your local discount store about ten or twelve target arrows (conical point, fletching optional). Then obtain a smooth, straight metal rod at least 18" long, the same size or no more than 1/16" smaller than the arrows. Finally, obtain a can of good paste wax (furniture, car, etc.).
b. Assemble the foam blocks in good contact by trimming and weighting, then hold the templates to be used on the block in their approximate hot wire position and place three inch finishing nails angularly through the joint from opposite sides of the joint, thereby securing the blocks together, such that the nails will leave no holes in the hot wired cores. Then apply dabs of five minute epoxy to the opposite ends of tongue depressors and bridge the foam block joints, spacing the depressors about 6" apart, allowing no epoxy to go into the block joint. Repeat for the opposite side. Affix the templates as directed by the plans.
c. Take the metal rod and file or grind a tip that looks just like the point of a drill bit. Place the rod in your electric drill, as it has just become special tool part number RAFT-d001. (Rutan Aircraft Fabrication Tool drill #001) Liberally wax the arrows, wash your hands well, and be certain to get no wax on the foam. With a felt tip marker, mark the special tool such that it may be run through the foam block, chordwise from the leading edge of the template, to about 3" to 4" into the second block.
d. Support the block so that the templates are vertical on the ends of the block leading edge up. With a felt tip marker, make a straight line between the centers of the leading edges of the templates along the foam block with the line marked about every 6", but no closer than 3" from either end. Have your hot wire partner sight across the line at the first mark while you sight down the line, holding your drill with tool RAFT-d001 on the mark. When your partner indicates that the tool is vertical to the line, and you have the tool aligned with the felt tip line, start drilling through the foam. The foam drills very easily, so use care to be ready to stop drilling when the tool reaches the depth that you have previously marked on the tool. Repeat at the 6" increments that you marked on the leading edge line. Proceed with the hot wire cutting as described in the plans.
e. Upon removal of the hot wired cores you will note that there is some misalignment between the leading and trailing edge pieces. This is normal, so do not be concerned. When you are ready to join the cores, proceed exactly as described in the plans, except that you will insert the well-waxed arrows through the leading edge and into the trailing edge. This will align the cores except parallel to the joint, which may be held tightly together by supporting the cores vertically, leading edge up, and weighting the leading edge such that good contact is observed all along the joint.
f. After the resin has cured, with the core lying flat upon your construction table, grasp an arrow and rotate it to free it from the cured resin joint and then withdraw the arrow. When the arrows are withdrawn, you will have a single core comprised of two well-aligned parts. The whole panel may be bowed or twisted, but that also is to be expected and can be dealt with successfully when assembling the wing or canard in the jigging blocks for glassing. (Harold Little, #147)
In spite of my use of protective cream supplied with the kit, I developed an epoxy rash. I tried using a pair of vinyl medical exam gloves, but still developed a rash - probably due to pinholes developed in the gloves while working. In desperation, I tried wearing two pairs of gloves. To date it is working - no more rash. Manual dexterity is not significantly impaired. (Manny Lewis, #2394)
You can order a PDF or printed copy of QuickTalk #5 by using the Q-talk Back Issue Order Page.